

Трубы диаметром 1/2—1″ изгибают на ручных и приводных станках типа Вольнова — Спиридонова, а трубы диаметром 1″ и выше — на приводных станках типа «Максимум», СТД .
Размеры роликов (рис. 1) у станков для различных диаметров труб приведены в табл. 1.
Внутренний диаметр ролика должен соответствовать радиусу изгибания, принятому при расчете заготовительной длины детали.
Расстояние (рис. 1,б) между центрами роликов и размер 1 (рис. 2,в) серьги указаны в табл. 2 и 3.
Изгибание отдельных деталей из прямых отрезков труб производится в соответствии с нижеследующими указаниями.
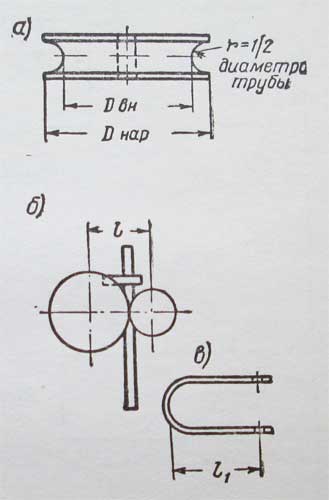
фото Размеры роликов и серьги у трубогибочного станка
Таблица 1.
| Диаметр труб в дюймах | Неподвижный ролик | Подвижный ролик | ||
| внутренний диаметр Dвн |
наружный диаметр D нар | внутренний диаметр Dвн |
наружный диаметр D нар | |
| 1 | 156 | 200 | 196 | 230 |
| 1 1/4 | 168 | 212 | 170 | 215 |
| 1 1/2 | 205 | 255 | 119 | 168 |
| 2 | 300 | 370 | 190 | 200 |
| 2 1/2 | 365 | 450 | 80 | 160 |
Изгибание отвода. При изгибании отвода (рис. 1) необходимо знать расстояние а—х от конца трубы до серьги. Рекомендуется зажимать в серьгу более длинный конец, а отгибать короткий.
Таблица 2. Расстояние между центрами роликов
| Диаметр труб в дюймах |
Расстояние l в мм |
| 1 | 230 |
| 1 1/4 | 230 |
| 1 1/2 | 230 |
| 2 | 340 |
| 2 1/2 | 340 |
Таблица 3. Размер серги
| Диаметр труб в дюймах |
Размер серьги /, в мм | |
| Станок Вольнова | Станок „Максимум» | |
| 1/2 | 50 | — |
| 3/4 | 60 | — |
| 1 | — | 70 |
| 1 1/4 | — | 85 |
| 1 1/2 | — | 95 |
| 2 | — | 120 |
| 2 1/2 | — | 160 |
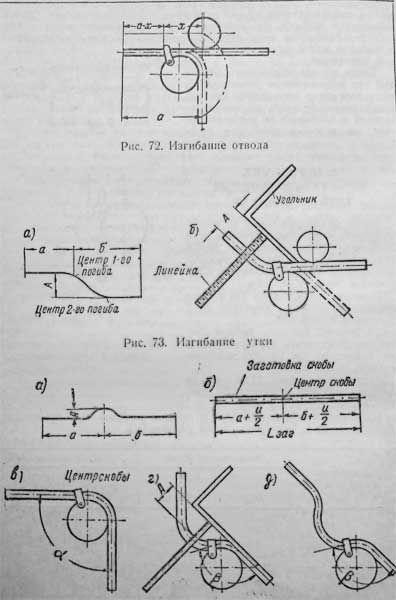
фото изгибание скобы.
Величину х для труб разных диаметров при различных углах изгиба см. в табл. 4.
Изгибание уток. При изгибании утки (рис. 2,а) необходимо, чтобы угол а изгибания соответствовал вылету А.
Первое изгибание размечают и производят аналогично изгибанию отвода. Определив при помощи угольника и линейки (рис. 2,6) вылет А, производят второе изгибание.
Изгибание скобы Изгибание скобы (рис. 2,а) производится в три приема. Угол изгибания должен соответствовать вылету А скобы.
Таблица 4.
| Угол изгиба а в град. | Величина х для труб диаметром и в дюймах | ||||||
| 1/2 | 3/4 | 1 | 1 1/4 | 1 1/2 | 2 | 2 1/2 | |
| 90 | 95 | 125 | 180 | 210 | 245 | 300 | 400 |
| 105 | 85 | 110 | 160 | 185 | 215 | 260 | 350 |
| 120 | 75 | 100 | 140 | 165 | 190 | 225 | 310 |
| 135 | 65 | 90 | 125 | 150 | 170 | 195 | 275 |
| 150 | 55 | 80 | 110 | 135 | 150 | 170 | 245 |
Размеры х для промежуточных углов изгиба, находимые интерполяцией, должны быть проверены пракшчески для каждого станка.
Вначале определяют центр скобы (рис. 2,6) и затем изгибают отвод, как показано на рис. 2;з. Далее производят второе изгибание (рис. 2,г) с промером вылета А линейкой и угольником.

Таким же образом производят третье изгибание (рис. 2,д).
Вместо гнутья можно применять штамповку.
Широбоков Андрей
18 мар
а можно размеры для труб меньшего диаметра?